![]()
MENU
研削砥石の表示方法
研削砥石には、非常に多くの種類があります。
一つには、研削盤は、多くの種類、用途によって細分化されるため、それに取り付ける研削砥石の形状、寸法、最高使用周速度が異なってきます。
また、同じ形状等の研削砥石でも、加工物の材質や研削条件によって仕様が変わってきます。
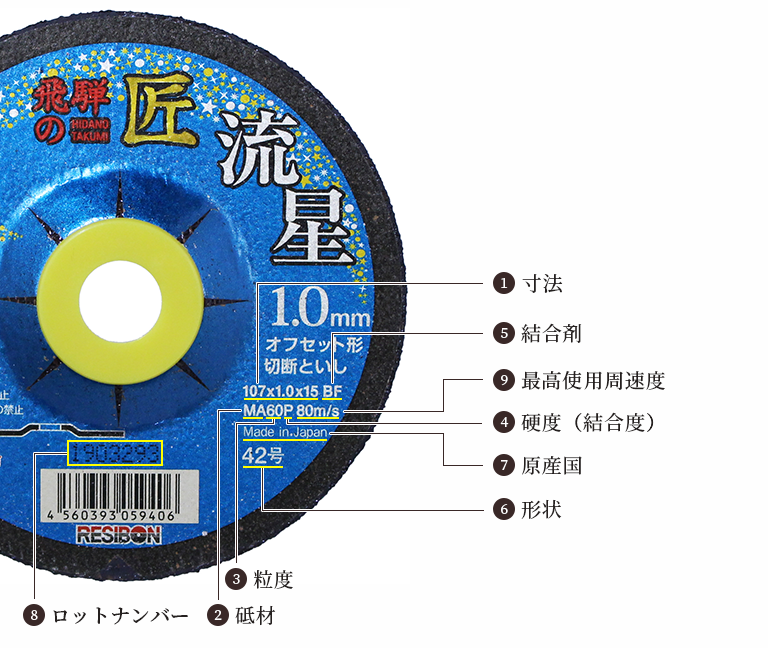
①寸法
日本レヂボンで製造している砥石の寸法は、外径(mm)×厚さ(mm)×孔径(mm)の順で表示します。
研削盤や覆いには使用可能な最大寸法が表示されているので、その範囲内の砥石を取り付けるようにしてください。
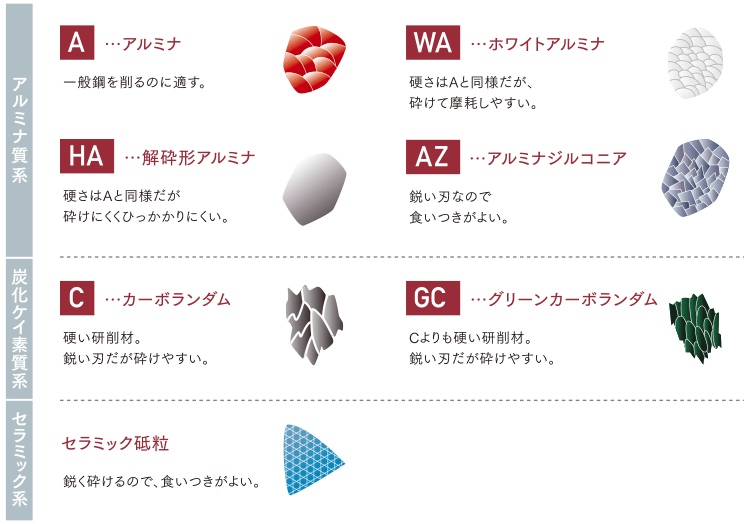
②砥材
日本レヂボンでは、様々な研削材を組み合わせて砥石を製造しています。
使用している研削材の調合を「砥材」と呼び、その砥石に含まれる研削材をもとに表示します。
切れ刃の働きをする研削材はそれぞれに特徴があるので、目的に適したものを選ぶことが必要です。
【砥材の種類と適した加工物】
| A・A/WA・AC・AZ・MA・Z | :一般鋼・一般鋳鉄 |
|---|---|
| WA・AZ・MA・Z・GZ・SZ | :ステンレス鋼・合金鋼 |
| C・AC・Z | :特殊鋳鉄(ダクタイル鋳鉄・チルド鋳鉄など) |
| GC・C | :非鉄金属(アルミ・真鍮・砲金など)・非金属(石材・ガラス・コンクリートなど) |
【研削材の種類】
③粒度
砥粒の大きさを「粒度」といいます。研削面の仕上精度により選定します。

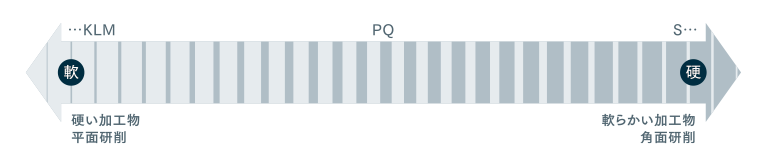
④硬度(結合度)
結合剤が砥粒を保持している度合いを硬度といいます。結合度とも呼ばれ、アルファベットで硬・軟を表し、Aに近いものほど軟らかくなります。一般に硬い加工物には軟らかめの硬度、軟らかいものには硬めの硬度の砥石を用います。
⑤結合剤(BF)
砥粒同士を砥石として一体化させ、保持するために結合剤が使われています。日本レヂボンの砥石の結合剤には代表的なレジノイド結合剤であるフェノール樹脂が使われています。「BF」という表示は「繊維補強付レジノイド結合剤」を表しています。
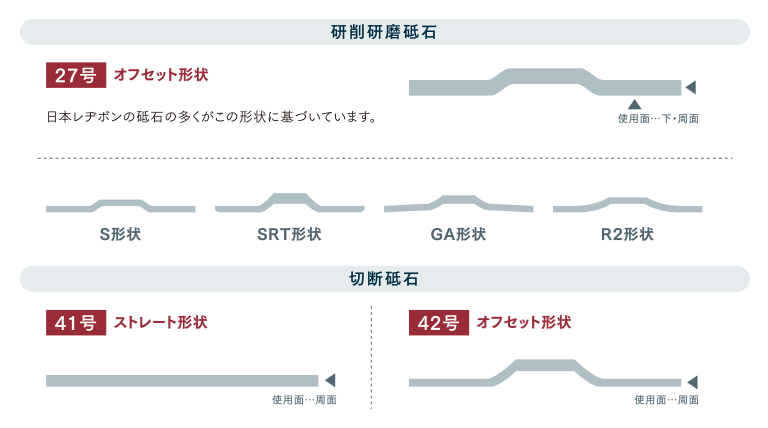
⑥形状
ISO規格で定められている砥石の形状は多くありますが、日本レヂボンでは主に以下の形状に基づいて製造しています。
研削砥石は形状ごとに使用面が決められています。
事故の原因になりますので、使用面以外は使用しないでください。
⑦原産国
日本レヂボン製品は日本とタイで生産しています。
国内製は「Made in Japan」、タイ製は「Made in Thailand」と表示しています。
⑧ロットナンバー
ロットナンバーの上4桁に製造年月を表示しています。
安全にご使用いただくために、製造から3年以内にご使用いただくことを推奨いたします。

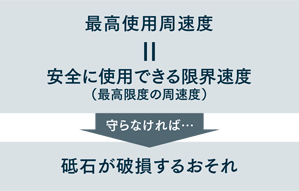
⑨最高使用周速度
研削砥石は回す速度を上げていけば必ず破壊します。そのため研削砥石には「安全に使用できる限界速度(最高限度の周速度)」が定められており、外径が75mm以上の場合は砥石本体への記載義務があります。これを「最高使用周速度」といい、法令により使用者は必ず守らなければなりません。つまり、研削盤等工具の回転速度(実際に回転する速度)が、砥石の最高使用周速度(安全に使用できる限界の速度)を上回らないようにしなければならないということです。これを守らないと砥石が破損し事故につながるおそれがあるからです。
適合確認の方法
研削盤に記載されている無負荷時の「回転速度」で照合するとき、砥石に記載されている「最高使用周速度」とは単位が異なることに注意しなければなりません。「砥石軸の回転速度」は「〇min-1」と表記されることが多く、「一分間に〇回まわる速度」を表しています。一方「砥石の最高使用周速度」は「〇m/s」と表記することが定められており、「一秒間に〇m転がる速度」を表します。
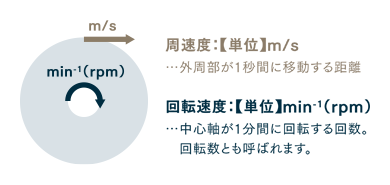
※「min-1」は「rpm」と表示されることがあります。
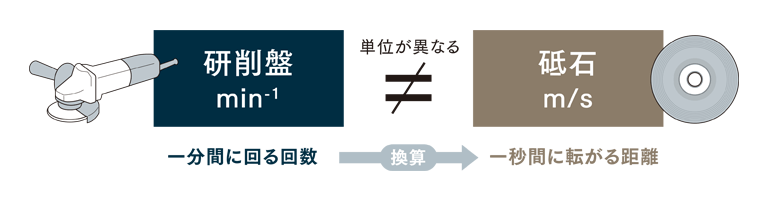
単位が違うと数値の大小を直接比較することができず、そのままでは「砥石軸の回転速度」と「砥石の最高使用周速度」のどちらが速いのか判断することができません。そこで単位を合わせるための換算が必要になります。
単位は研削盤記載の回転速度を砥石記載の周速度に合わせます。つまり、「一分間に〇回まわる」から、「一秒間に〇m転がる」という意味の速度へ換算します。計算式は次の通りです。
換算式:砥石の外径(mm)×円周率(3.14...)×回転速度(min-1)÷60,000=周速度(m/s)

回転速度・周速度換算表
しかし、都度計算するとなると不便です。そこで役に立つのが、最高使用回転数を確認する換算表です。実際にこの表で確認する方法がよく使われています。
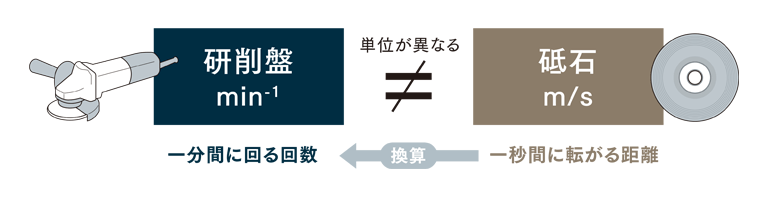
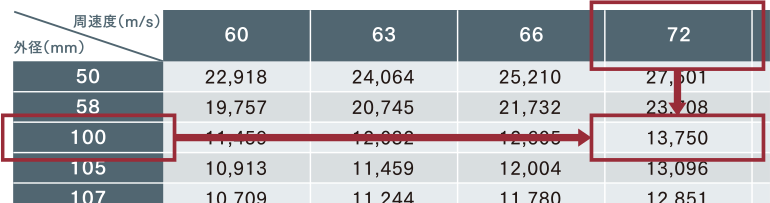
単位は研石記載の周速度を研削盤記載の回転速度に合わせます。「一秒間に〇m転がる」から「一分間に〇回まわる」という意味の速度へ、「最高使用『周速度』」から「最高使用『回転数(回転速度)』」に換算します。表では換算結果が記載されているため、該当する外径と周速度が交わるところを確認します。
例えば、最高使用周速度が72m/sの外径100mmの砥石が、回転速度12,000min-1で回るグラインダに適合するか確認する場合、下記表の縦軸・外径(mm)「100」、横軸・周速度(m/s)「72」で該当する箇所を探します。「13,750」の表記が確認できたら、グラインダの回転速度「12,000」min-1と比較します。

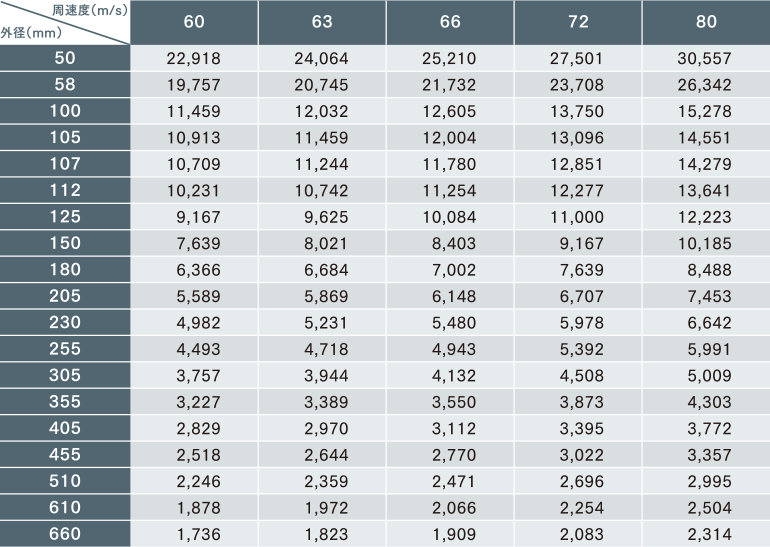
研削砥石の回転速度・周速度換算表(周速度早見表)
計算式 回転速度(min-1)= [{周速度(m/s)×60}/{外径(mm)×円周率π}]×1000
※円周率πは近似値の3.14159265358979として算出。
砥石以外のレヂボン製品
日本レヂボンではフラップディスク、ガラスクロスディスクといった砥石以外の研削材製品も製造しています。
フラップディスクとは
フラップディスクとは、布の上に研削材を接着した研磨布を多羽根状に並べた研削研磨用の工具です。
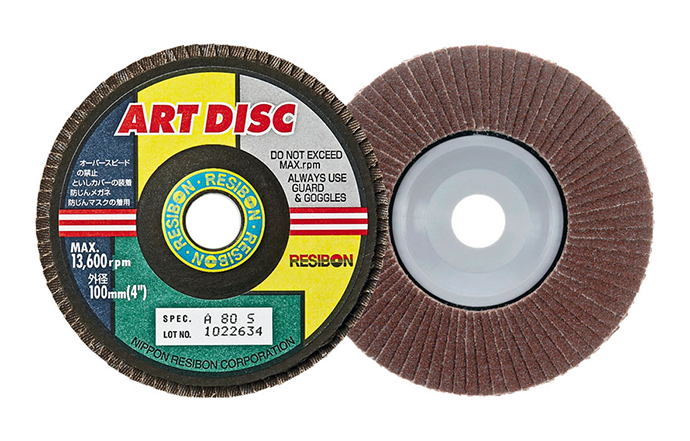
| 寸法 | 日本レヂボンで製造しているフラップディスクの寸法は、外径(mm)×孔径(mm)の順で表示します。 ※ワンタッチアートディスクは外径(mm)×ネジ径(M) |
|---|---|
| 砥材・粒度 | 砥材・粒度の表示方法は、研削砥石と同じです。 |
| 仕様 | アートディスク、ワンタッチアートディスクの場合:S・・・切れ味重視、なし・・・耐久力重視 デュアルディスクの場合:S・・・ソフト |
| 最高使用回転数 | 安全に使用できる限界速度として最高使用回転数を表示します。 |
| ロットナンバー | ロットナンバーの上4桁に製造年月を表示しています。安全にご使用いただくために、製造から3年以内にご使用いただくことを推奨いたします。 |
ガラスクロスディスクとは
ガラスクロスディスクとは、円形のガラスクロス基材に研削材を付着させた研削研磨または切断用の工具です。
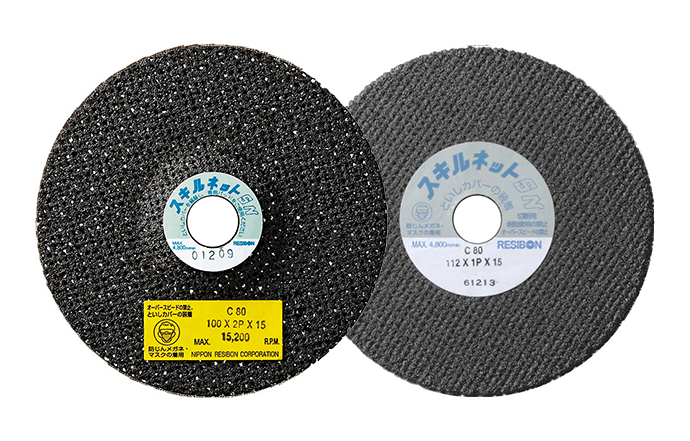
| 寸法 | 日本レヂボンで製造しているガラスクロスディスクの寸法は、外径(mm)×積層(P)×孔径(mm)の順で表示します。 積層はガラス基材の枚数を示し、1Pは1枚、2Pは2枚を表します。1Pはストレート形状で切断に使用し、2Pはオフセット形状で研削研磨に使用します。 |
|---|---|
| 砥材・粒度 | 砥材・粒度の表示方法は、研削砥石と同じです。 |
| 最高使用周速度 | 安全に使用できる限界速度として研削砥石と同じく最高使用周速度を表示します。 |
| ロットナンバー | ロットナンバーの上4桁に製造年月を表示しています。安全にご使用いただくために、製造から3年以内にご使用いただくことを推奨いたします。 |
