![]()
MENU
こんなときどうする?
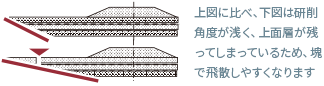
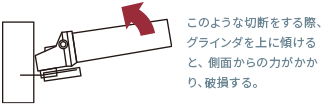
上面が飛散する
| オフセッ ト砥石 |
フレキシ ブル砥石 |
切断砥石 | 原因 | 対策 | |
|---|---|---|---|---|---|
|
|
〇 | 〇 | 研削角度が浅く、上面層が残る |
・ツルーイングを行い、砥石の外周面を正円の形状に成形し直してください。 ・ドレッシングを行い、表面の目を立たせてください。 ・研削角度15~30度で研削を行ってください。また急激に角度を変えないでください。
|

破壊・破損する
| オフセッ ト砥石 |
フレキシ ブル砥石 |
切断砥石 | 原因 | 対策 | |
|---|---|---|---|---|---|
|
|
〇 | 切断砥石の側面を使用 |
・切断砥石の側面は使用しないでください。(安衛則120条) |
||
| 〇 | 〇 | 砥石の上面を使用 |
・砥石の上面は使用しないでください。(安衛則120条) |
||
| 〇 | 〇 | 研削角度が浅く、上面層が残る |
・ツルーイングを行い、砥石の外周面を正円の形状に成形し直してください。 ・ドレッシングを行い、表面の目を立たせてください。 ・研削角度15~30度で研削を行ってください。また急激に角度を変えないでください。 |
||
| 〇 | 〇 | 〇 | 荷重のかけ過ぎ |
・適切な荷重で作業を行ってください。 |
|
| 〇 | 〇 | 〇 | 保管方法が不適切 |
・レジノイド砥石の原材料である結合剤は時間とともに劣化しますので製造年月を確認してください。 ・湿気の多い場所では劣化が促進される為、湿気が少なく、直射日光の当たらない場所に保管してください。 |
|
| 〇 | 〇 | 〇 | フランジの取り付け不備 |
・試運転時に正常に回転しているかご確認ください。 ・フランジの向きが適切かご確認ください。 |
|
| 〇 | 〇 | 〇 | フランジが摩耗している |
・フランジが摩耗していないかご確認ください。摩耗している場合は新しいものに取替えてください。 |
|
| 〇 | 〇 | 〇 | フランジと砥石の間に異物 |
・フランジと砥石の間に異物がないかご確認後、取り付けてください。
|
|
| 〇 | 〇 | 〇 | フランジが不適切 |
・フランジが合っているかご確認ください。不適切な場合は取替えてください。
|
|
| 〇 | 横からの力が加わった |
・側面に無理な力を加えずまっすぐ切断してください。
|
|||
| 〇 | 〇 | 〇 | 衝撃による亀裂 |
・亀裂がないか、予め外観検査し、亀裂のある場合は使用しないでください。 ・落下しやすい場所に置かないでください。 |


外周部が飛散する
| オフセッ ト砥石 |
フレキシ ブル砥石 |
切断砥石 | 原因 | 対策 | |
|---|---|---|---|---|---|
|
|
〇 | 〇 | 研削角度が浅い |
・ツルーイングを行い、砥石の外周面を正円の形状に成形し直してください。 ・ドレッシングを行い、表面の目を立たせてください。 ・研削角度15~30度で研削を行ってください。また研削中、急激に角度を変えないでください。
|
|
| 〇 | 〇 | 〇 | 荷重のかけ過ぎ |
・適切な荷重で作業を行ってください。 |

取り付けできない
| オフセッ ト砥石 |
フレキシ ブル砥石 |
切断砥石 | 原因 | 対策 | |
|---|---|---|---|---|---|
| 〇 | 〇 | 〇 | フランジが不適切 |
・フランジが合っているかご確認ください。不適切な場合は取替えてください。
|
|
| 〇 | 〇 | 〇 | 保護カバーが不適切 |
・グラインダの保護カバーの表示をご確認ください。 ・グラインダの保護カバーの内側の粉じんを取り除いてください。 ・グラインダの保護カバーにゆがみがあれば新しいカバーに取替えてください。 |
摩耗がはやい
| オフセッ ト砥石 |
フレキシ ブル砥石 |
切断砥石 | 原因 | 対策 | |
|---|---|---|---|---|---|
|
|
〇 | 〇 | 〇 | 砥石選定が合っていない |
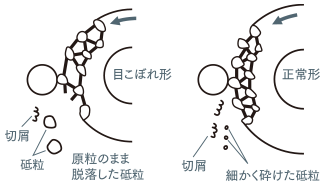
・使用方法を確認し、加工物、作業内容に適した砥石を選定し作業を行ってください。 ・結合度を硬めにしてください。角面研削、重研削で軟らかい結合度を使用すると、砥粒が脱落し、摩耗が早くなります。(=目こぼれ)
|
| 〇 | 〇 | 〇 | 保管方法が不適切 |
・レジノイド砥石の原材料である結合剤は時間とともに劣化しますので製造年月を確認してください。 ・湿気の多い場所では、劣化が促進される為、湿気が少なく、直射日光の当たらない場所に保管してください。 |
|
| 〇 | 〇 | 〇 | 荷重のかけ過ぎ |
・適切な荷重で作業を行ってください。 |
|
| 〇 | 横からの力が加わった |
・側面に無理な力を加えずまっすぐ切断してください。 |
切れない/削れない
| オフセッ ト砥石 |
フレキシ ブル砥石 |
切断砥石 | 原因 | 対策 | |
|---|---|---|---|---|---|
|
|
〇 | 〇 | 〇 | グラインダの馬力不足 |
・連続して1分以上負荷をかける場合は、途中で作業をやめ、10秒ほど無負荷で運転してモーターを冷却してください。 ・グラインダのメンテナンスを行い、馬力が落ちていないかご確認ください。 |
| 〇 | 〇 | 〇 | 砥石選定が合っていない |
・結合度を一段階、軟らかくしてください。(例:P→M) ・使用方法を確認し、加工物、作業内容に適した砥石を選定し、作業を行ってください。選定の合っていない硬い砥石では、焼けが発生します。 |
|
| 〇 | 〇 | 研削角度が浅い |
・加工物との接触面積が広くなり押し付ける力が足らず、切れ味が悪くなりますので、研削角度15~30度で研削を行ってください。 ・ツルーイングを行い、砥石の外周面を正円の形状に成形し直して接触面積を減らしてください。 ・目詰まりしている場合はドレッシングを行い、表面の目を立たせてください。 |
||
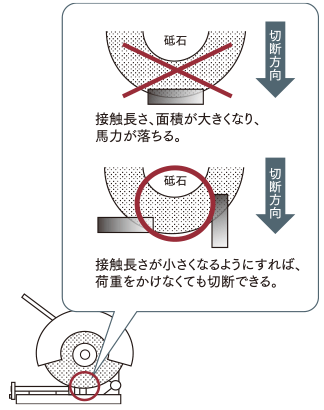
| 〇 | 接触面積が大きい |
・加工物と砥石の接触面積が大きいと、単位時間あたりの荷重が小さくなりますので、切断物の接触位置をずらしながら切ってください。 |
|||
| 〇 | 〇 | 〇 | 途中から切れない/削れない |
・外径が小さくなるに伴い、周速度が低下し研削効率は低くなりますので新しい砥石に交換してください。(摩耗量が増え、研削量が少なくなります) |
|
| 〇 | 〇 | 〇 | 加工物が砥石に付着 |
・軟らかい加工物を、目の細かい砥石で削ると、切りくずが砥石に張りつきますのでドレッシングを行い表面の目を立たせながらご使用ください。 ・結合度を一段階、軟らかくしてください。(例:P→M) |

変形する・摩耗に偏りがある(偏芯摩耗)
| オフセッ ト砥石 |
フレキシ ブル砥石 |
切断砥石 | 原因 | 対策 | |
|---|---|---|---|---|---|
|
|
〇 | 〇 | 研削時に部分的な偏りがある |
・ツルーイングを行い、砥石の外周面を正円の形状に成形し直してください。 ・ドレッシングを行い、表面の目を立たせてください。 ・研削角度15~30度で研削を行ってください。また研削中、急激に角度を変えないでください。 |
|
| 〇 | 〇 | 〇 | フランジとの間に異物 |
・フランジと砥石の間に異物がないかご確認後、取り付けてください。
|
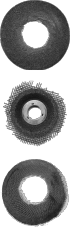
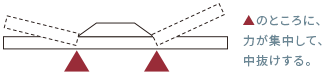
中央部分が抜ける(中抜け)
| オフセッ ト砥石 |
フレキシ ブル砥石 |
切断砥石 | 原因 | 対策 | |
|---|---|---|---|---|---|
|
|
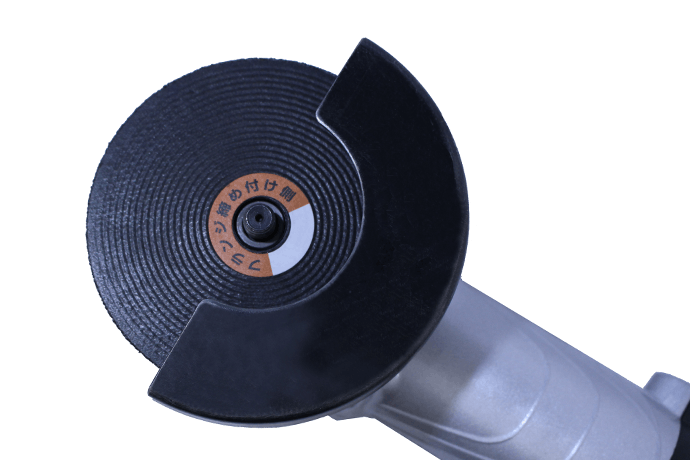
〇 | 〇 | 〇 | 締め付け側が反対 |
・締め付け側をご確認ください。 |
| 〇 | 〇 | 研削角度が浅い |
・角度が浅い状態を続けると、砥石の腰が弱くなり、力が中抜けする場所に集中してしまいますので研削角度15~30度で研削を行ってください。
|
||
| 〇 | 〇 | 〇 | 取り付け不備 |
・取り付け方法をご確認ください。 |
|
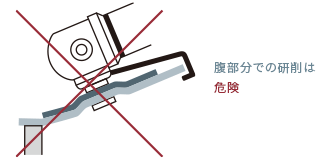
| 〇 | 〇 | 下面腹部分で研削 |
・外周部から徐々に摩耗する研削を行ってください。
|
||
| 〇 | 荷重のかけ過ぎ |
・切断角度は90度で、加工物はバイスでしっかりと固定してください。 ・荷重を調節してください。弱すぎると砥石がくい込まず、強すぎると砥石がたわみます。 ・フランジとの接触部分付近に亀裂がないかご確認ください。 ・加工物の切りしろを確保してください。切りしろが少ないとそれてしまいます。
|
|||
| 〇 | 切断砥石の側面を使用 |
・切断砥石の側面は使用しないでください。(安衛則120条) |
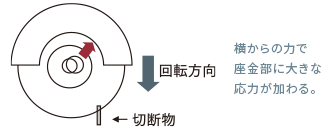
座金(中央の金属部分)が脱落する
| オフセッ ト砥石 |
フレキシ ブル砥石 |
切断砥石 | 原因 | 対策 | |
|---|---|---|---|---|---|
|
|
〇 | 〇 | 〇 | 締め付け不足 |
・異物がないかご確認後、取り付けてください。 ・十分なトルクで締め付けているかご確認ください。 |
| 〇 | 切断機の馬力不足 |
・グラインダのメンテナンスを行い、馬力が落ちていないかご確認ください。 |
|||
| 〇 | 荷重のかけ過ぎ |
・切断角度は90度で、加工物はバイスでしっかりと固定してください。 ・荷重を調節してください。弱すぎると砥石がくい込まず、強すぎると砥石がたわみます。 ・フランジとの接触部分付近に亀裂がないかご確認ください。 ・加工物の切りしろを確保してください。切りしろが少ないとそれてしまいます。 |
|||
| 〇 | 〇 | 〇 | フランジとの間に異物 |
・フランジと砥石の間に異物がないかご確認ください。 ・異物があると、ブレや振動が発生し、適切な回転をしません。
|
|
| 〇 | 〇 | 〇 | フランジが摩耗している |
・フランジが摩耗していないかご確認ください。摩耗している場合は新しいものに取替えてください。 |
振れる
| オフセッ ト砥石 |
フレキシ ブル砥石 |
切断砥石 | 原因 | 対策 | |
|---|---|---|---|---|---|
| 〇 | 横からの力が加わった |
・側面に無理な力を加えずまっすぐ切断してください。
|
|||
| 〇 | 〇 | 〇 | 荷重のかけ過ぎ |
・切断角度は90度で、加工物はバイスでしっかりと固定してください。 ・荷重を調節してください。弱すぎると砥石がくい込まず、強すぎると砥石がたわみます。 ・フランジとの接触部分付近に亀裂がないかご確認ください。 ・加工物の切りしろを確保してください。切りしろが少ないとそれてしまいます。 |
|
| 〇 | 〇 | 〇 | フランジが不適切 |
・グラインダとフランジが合っているかご確認ください。不適切な場合は取り替えてください。 |
|
| 〇 | パッドの破損 |
・パッドの外周が変形すると、摩耗の仕方が不均一になります。 ・パッドがあっているかご確認ください。 |
|||
| 〇 | 〇 | 〇 | 保管方法が不適切 |
・保管方法が不適切だと変形している可能性があります。 ・レジノイド砥石の原材料である結合剤は時間とともに劣化しますので製造年月を確認してください。 ・湿気の多い場所では劣化が促進される為、湿気が少なく、直射日光の当たらない場所に保管してください。 |
|
| 〇 | 〇 | 〇 | フランジとの間に異物 |
・フランジと砥石の間に異物がないかご確認後、取り付けてください。 |
斜めに切れる
| オフセッ ト砥石 |
フレキシ ブル砥石 |
切断砥石 | 原因 | 対策 | |
|---|---|---|---|---|---|
| 〇 | フランジが不適切 |
・グラインダとフランジが合っているかご確認ください。不適切な場合は取替えてください。 |
|||
| 〇 | 保管方法が不適切 |
・レジノイド砥石の原材料である結合剤は時間とともに劣化しますので製造年月を確認してください。 ・湿気の多い場所では劣化が促進される為、湿気が少なく、直射日光の当たらない場所に保管してください。 |
|||
| 〇 | 荷重のかけ過ぎ |
・切断角度は90度で、加工物はバイスでしっかりと固定してください。 ・荷重を調節してください。弱すぎると砥石がくい込まず、強すぎると砥石がたわみます。 ・フランジとの接触部分付近に亀裂がないかご確認ください。 ・加工物の切りしろを確保してください。切りしろが少ないとそれてしまいます。 |
|||
| 〇 | 砥石選定が合っていない |
・使用方法を確認し、加工物、作業内容に適した砥石を選定し作業を行ってください。 |
よくあるQ&A
-
- 27号とはなんですか。
- 形状を表す記号で、オフセット形状の研削砥石のことを27号といいます。
-
- BFとはなんですか。
- JISで規定された結合剤の種類を表す記号の一つです。フェノールその他の熱硬化性樹脂からなる結合剤をレジノイド結合剤といい、耐衝撃性が高く、弾性に富んでいます。レジノイド結合剤に補強材としてガラスクロスを使用した場合、特に繊維補強付レジノイド結合剤といい、BFと表示します。
-
- 砥石またはディスクに使用推奨期間はありますか。
- 砥石のレジノイド結合剤及びフラップディスクやガラスクロスディスクの接着剤は経年劣化していきますので、製造日からなるべく3年以内にはご使用ください。砥石またはディスクの製造年月は、砥石に記載されているロットナンバーでご確認ください。
-
- どこで購入できますか。
- お近くの金物店、機械工具店、ホームセンターなどでお求めください。
-
- 専用パッドは別売りしていますか。
- 別売りしております。



-
- 生産国はどこですか。
- 日本またはタイです。
-
- 砥石に使用限度はありますか。
- 質量の60%程度のご使用で交換を推奨しております。
砥石は摩耗するにしたがって外径が小さくなり、周速度が低下します。そのため研削性能も悪くなり、作業効率が下がります。
全質量の60%程度使用した時点で交換すると、効率よくお使いいただけます。
ガラスクロスディスクも、砥石と同様に質量の60%程度のご使用で交換することを推奨しております。
フラップディスクは、研磨布が摩耗し接着剤が露出した時点で交換の目安となります。
-
- フラップディスクに最高使用周速度の表示がないのはなぜですか。
- フラップディスクは砥石ではないので、最高使用周速度の表示は義務付けられておりません。
最高使用回転数を表示しておりますので、製品に適合するグラインダでご使用ください。
-
- 切断砥石の締め付け側がわかりません。
- 写真のように取り付けください。